
Заточка инструмента - технологический процесс восстановления остроты режущих кромок после их использования. Считается важной операцией как в домашней мастерской, так и на производстве. Благодаря качественно выполненной заточке увеличивается производительность обработки, улучшаются качество и точность реза, снижается износ оборудования, повышается безопасность работы. Если инструмент, будь то нож, сверло или фреза, становится тупым, увеличивается усилие резания, растут вибрации, появляются заусенцы, что ухудшает результаты обработки изделий и сокращает срок службы самих инструментов.
Заточка режущего инструмента необходима не только для точного реза, но и для следующих причин:
- обеспечение стабильного качества готовых изделий;
- сокращение расхода электроэнергии и ресурсов;
- актуализация безопасности труда;
- экономия на покупке новых инструментов.
Цель - восстановить геометрию режущей кромки, оптимальный угол заточки и состояние поверхности. Ниже рассмотрим, чем бывают виды заточки.
Виды заточки с учётом инструмента
Заточка ножей
Это одна из самых часто востребованных операций. Речь может идти как о кухонном инструменте, так и об заточке ножей производственного оборудования - дисковых, концевых, продольно-обрабатывающих. У промышленного применения свои правила: требования к параллельности, полированности и крутому углу заточки более строги.
Заточка сверл
Бесточечный режущий инструмент, особенно спиральные сверла по металлу или бетону, нуждается в заточке по коническому концу, режущей кромке и углам при вершине. При этом важно не изменить геометрию спирали и угол заточки, иначе ухудшится удаление стружки и качество отверстия.
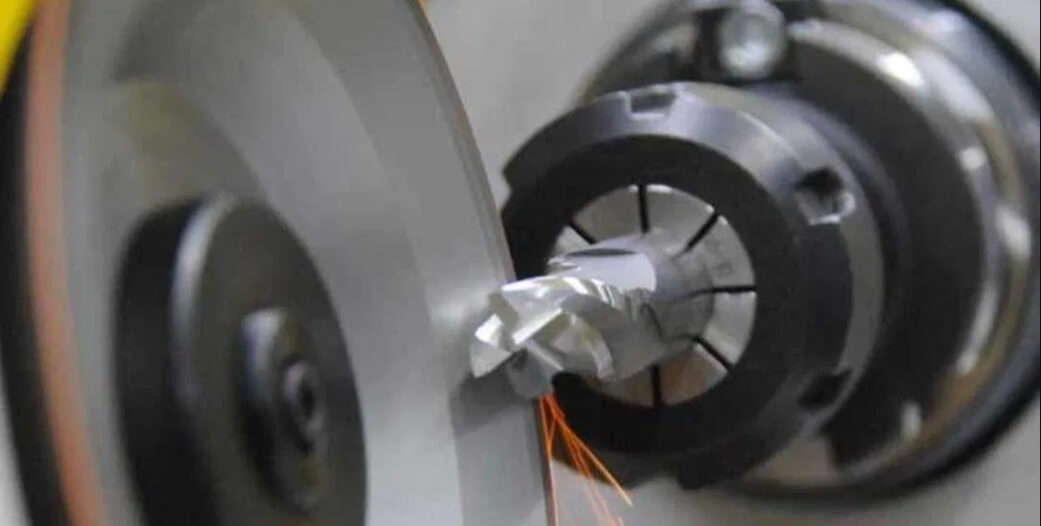
Заточка токарных резцов и фрез
Режущие кромки должны иметь строго определённый угол. Инструмент заточен с учетом подачи, материала заготовки и механики токарной обработки. Аналогично заточке фрез: профильная заточка обеспечит стабильное фрезерование. Для концевых фрез - критична симметрия, для чашечных - однородность заточки всех зубьев.

Заточка ленточных и дисковых пил, разверток
Эти элементы работают на высоких оборотах, под нагрузкой. Ленточные пилы требуют заточки зубьев с удержанием равномерной промежутной толщины. Дисковые пилы - плоская заточка корзины зубьев, угол при вершине. Развертки - тонкая шлифовка для чистого финишного отверстия.
Основные способы заточки
Выделим несколько основных методов:
- Ручная заточка на абразивных камнях - классика. Используются камни разной зернистости: от грубых (зерно 60–120) до тонких (зерно 800–2000), включая алмазные или керамические. Позволяет контролировать угол и полировать кромку.
- Заточка на электрических заточных станках - с водяным, воздушным или сухим охлаждением. Применяется при серийных работах. Стационарный диск, удобная подача, быстрое снятие металла.
- Точильно-шлифовальные станки - оснащены двумя дисками: шлифовальным и полировальным. Позволяют добиться высокой точности. Используются как для заточки, так и для доводки режущих кромок.
- Универсально-заточные станки - самые продвинутые. Комбинируют подвижные столы, смазываемые диски, поворотные узлы. Работают с ЧПУ, часто программируемы под разные профили: фрезы, сверла, резцы.
- Заточка на алмазных или CBN-секторах - сверхточная обработка современных инструментов. Используется на высокоточных производственных предприятиях.
Заточка режущего инструмента требует высокой точности. Ошибка в углах заточки или недостаточное качество поверхности могут привести к ухудшению реза, появлению вибраций, перегреву или поломке инструмента. В условиях современного производства используется как ручная, так и автоматическая заточка с применением ЧПУ-оборудования. При этом заточка режущего инструмента обязательно сопровождается контролем геометрии режущей части, твердости и целостности режущей кромки.
Каждый способ имеет свои плюсы и минусы - скорость, точность, износ, качество.
Оборудование для заточки
Абразивные камни и точилки
Используются в бытовых и мастерских условиях. Керамические, карбид кремния, алмазные. Требуют сноровки, но дают контроль над процессом.
Самодельные и бытовые станки
Пример - компактные электрические точилки с малой скоростью вращения диска, иногда с двумя ступенями зернистости.
Точильно-шлифовальные станки
Прочные, с водяным охлаждением, возможностью тонкой доводки. Обеспечивают большую емкость обработки.
Электрические заточные станки
С роторным охлаждением. Более универсальны, удобны при больших объёмах.
Универсально-заточные станки

Включают в себя настройку углов, автоматические программы, несколько дисков. Работают по ЧПУ, позволяют заточить любые стандартные виды режущих инструментов.
Выбор зависит от объёма работ, требуемой точности и вида инструмента.
Операции по заточке инструмента
- Грубая обработка - на диске с металлическим или карбидным зерном. Удаление основной суммы металла.
- Формирование угла резания - важно сохранить правильный угол, обычно 15–30° в зависимости от инструмента и материала.
- Шлифовка - снятие заднего фаска, формирование нормальной геометрии.
- Заточка основной режущей кромки - у фрез - каждый зуб, у сверл - кромки обеих лопастей.
- Полировка - на алмазном диске или керамическом камне, для улучшения качества реза.
- Контроль геометрии - углы, радиусы, симметрия. Используются шаблоны, микроугломеры или визуальный контроль.
Весь процесс от начальной заточки до доводки позволяет увеличить производительность режущего инструмента и продлить срок его службы.
Особенности заточки инструментов
Заточка ножей. Угол - 15–20° для кухонных, до 30° для промышленных. Сначала зерно 600–800, потом 1200–2000 и камень сталь для доводки.
Заточка сверл. С сохранением угла вершины: 118° – стандарт, 90° – специальные, 135° – для твёрдых материалов. Контроль симметрии и расстояния между кромками.
Токарные резцы. Угол главной геометрической формы соответствует материалу обрабатываемого стержня. Заточка направлена на удаление вибраций и тепловых нагрузок.
Фрезы. Каждый зуб подгоняется до равномерной высоты. Применяются направляющие, шаблоны.
Ленточные и дисковые пилы. Заточка зубьев с подтачиванием и хонингованием (закруглением). Требуется сохранить одинаковую высоту зубьев и правильный шаг.
Развертки. Угол заточки тонкий - 12–15°, поверхность идеально зеркальная - для дольнейшей чистовой обработки отверстий.
Ножи и лезвия требуют острых углов, но они быстрее тупятся, в то время как тупые углы дольше сохраняют остроту, но хуже режут. При заточке важно учитывать не только исходную геометрию, но и специфику применения инструмента, наличие покрытия (нитрид титана и др.), твердость материала основы и дополнительные параметры (например, наличие стружколома у резцов).
Преимущества качественно выполненной заточки
- Долговечность - повторная заточка заменяет инструмент.
- Экономия ресурсов и времени - уменьшается расход электропитания, скорость увеличивается.
- Выбор правильной технологии заточки повышает устойчивость инструмента к нагрузке.
- Безопасность работы - отсутствует угроза соскальзывания или заклинивания.
- Универсальность - любой инструмент, от ножей до разверток, может быть восстановлен.
Рекомендации по выбору способа
- Для домашнего применения и ручной работы - абразивные камни достаточно.
- При небольшой производственной нагрузке - есть смысл инвестировать в электрический точильный станок.
- Для регулярных, частых работ - точильно-шлифовальный станок с хорошей системой охлаждения.
- Если требуется высокая точность и серийная заточка разных типов инструмента - универсально-заточный станок или автоматические комплексы.
Заточка в домашних условиях
Многие виды инструментов можно затачивать и в домашних условиях. Для этого применяются ручные точильные камни, напильники, механические точилки. Важно помнить, что даже в быту следует соблюдать технику безопасности и избегать перегрева инструмента, так как это может привести к потере закалки. Особенно популярны в домашних условиях японские водные камни, позволяющие добиться безупречной остроты при заточке ножей.
Ошибки при заточке
К типичным ошибкам, допускаемым при заточке, относятся:
- Перегрев режущей кромки
- Изменение геометрии инструмента
- Несоблюдение симметрии
- Применение неподходящих абразивных материалов
- Работа без охлаждения
- Недостаточная фиксация инструмента во время обработки
Каждая из этих ошибок может привести к снижению ресурса инструмента, ухудшению качества обработки и повышенному браку продукции.
Заключение
Заточка инструмента - мастерство, сочетающее ручной труд, техническую точность и знание геометрии режущих кромок. От выбора способа зависит качество реза, скорость производства и безопасность. Переходя от абразивных камней до станков с ЧПУ, можно добиться практически идеального результата: качественные режущие кромки, высокая стабильность, экономичность и долгий срок службы инструмента. Для домашних мастеров достаточно базовых процедур, а для промышленности - современные механизмы и технологии.
Современное оборудование, правильный выбор режимов и расходных материалов, опыт оператора - всё это обеспечивает успешную и безопасную заточку инструмента любого уровня сложности. А значит, повышается эффективность производства в целом.
Всё чаще предприятия отдают предпочтение централизованным или аутсорсинговым услугам по заточке инструмента, что позволяет сфокусироваться на основном технологическом процессе, передав рутинную и ответственную операцию профессионалам с соответствующим оборудованием и опытом.








